





-
Штампованные детали для автомобилей
-
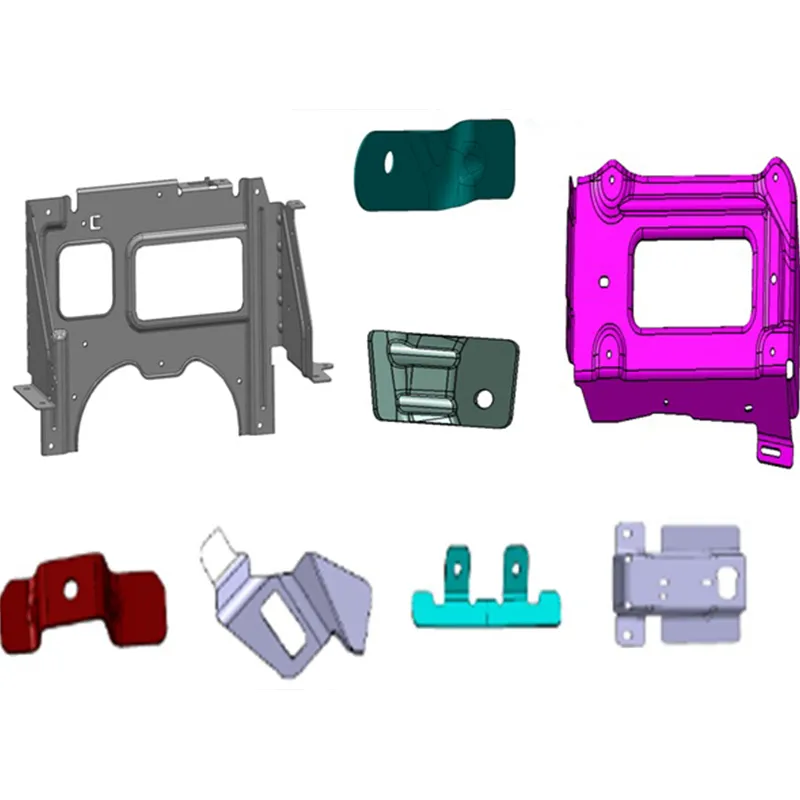
Алюминиевые профили для оконных и дверных конструкций
-

Штампованные детали для автомобильных сидений
-
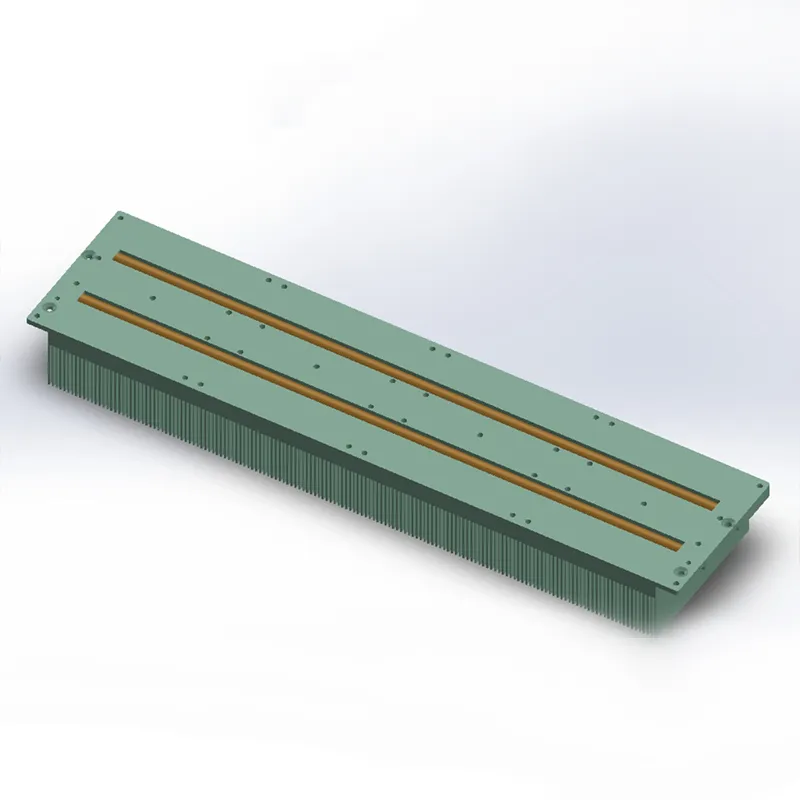
Радиаторы для систем накопления энергии
-
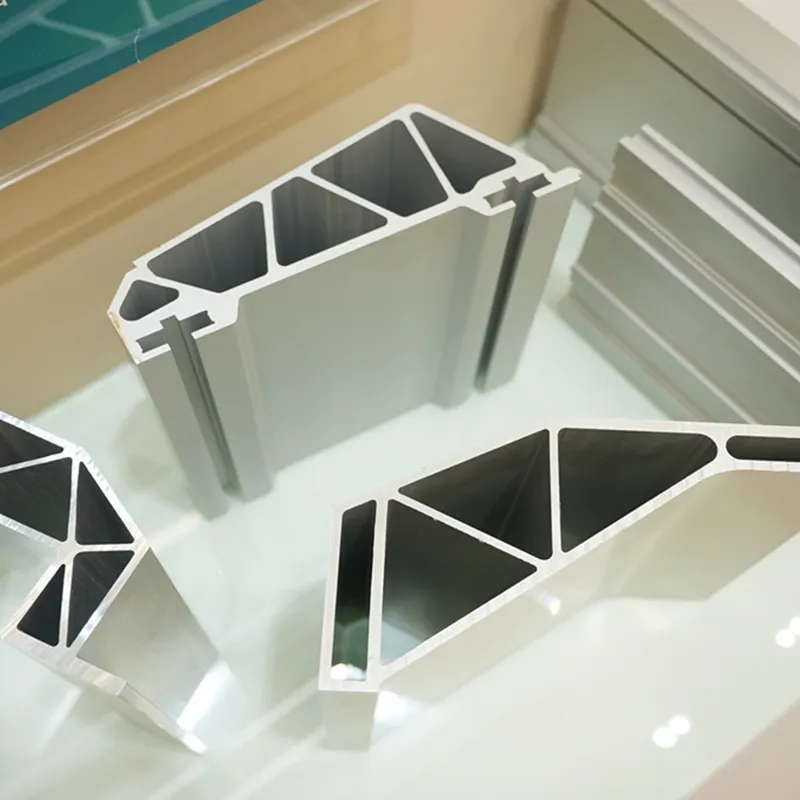
Алюминиевые промышленные профили
-

Предварительная сборка беспилотного логистического автомобиля
-
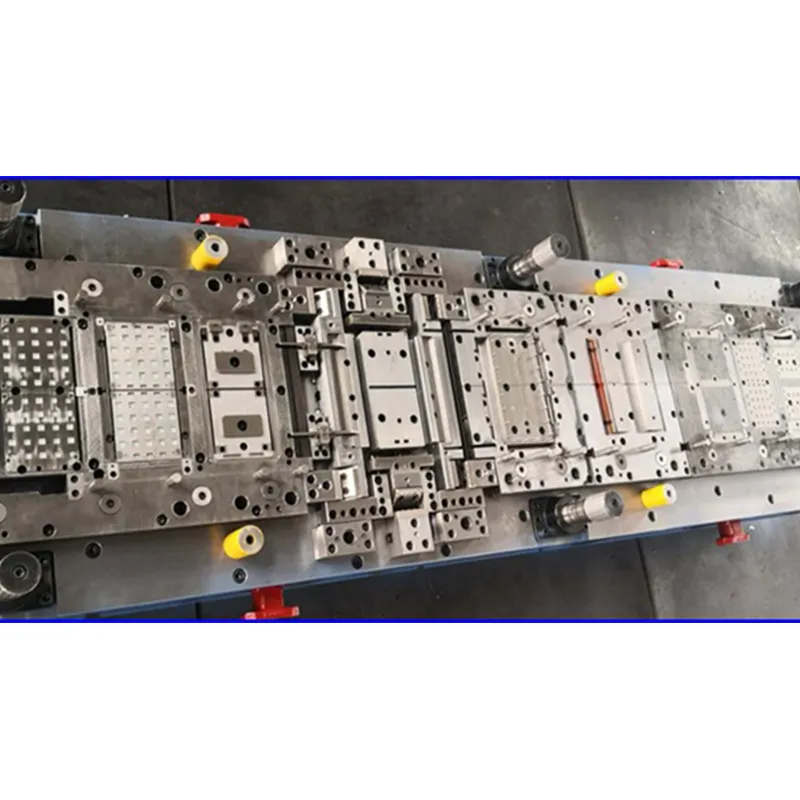
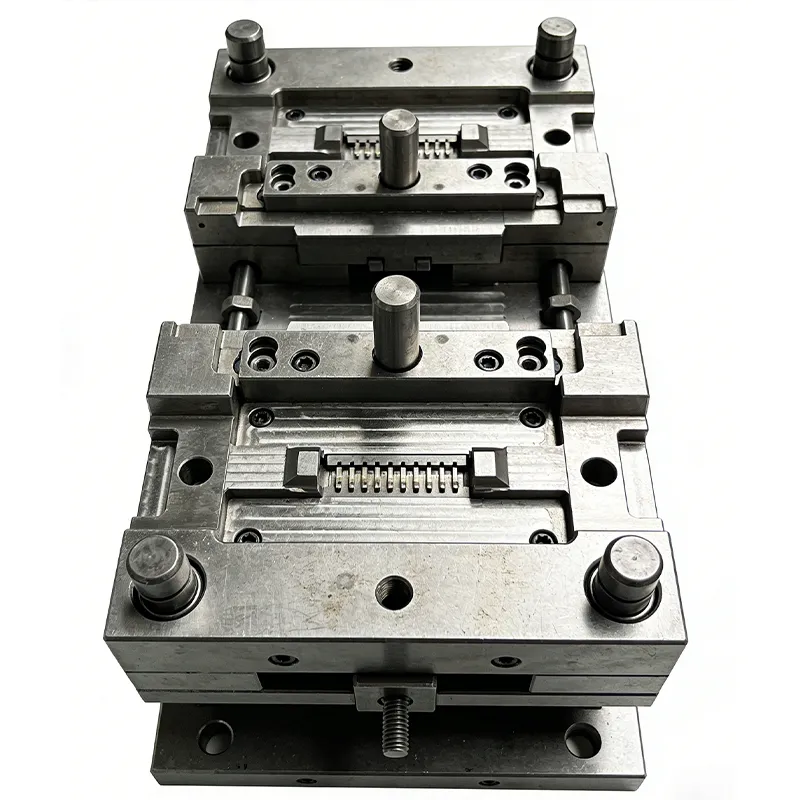
Штамповочная пресс-форма
-
Штамповочная пресс-форма для производства корпусных деталей бытовой техники
-

Штампованные конструкционные детали
-

Экструзионные радиаторы
-
Высокоточные обработанные детали
-

Штамповочная пресс-форма для последовательного действия
-

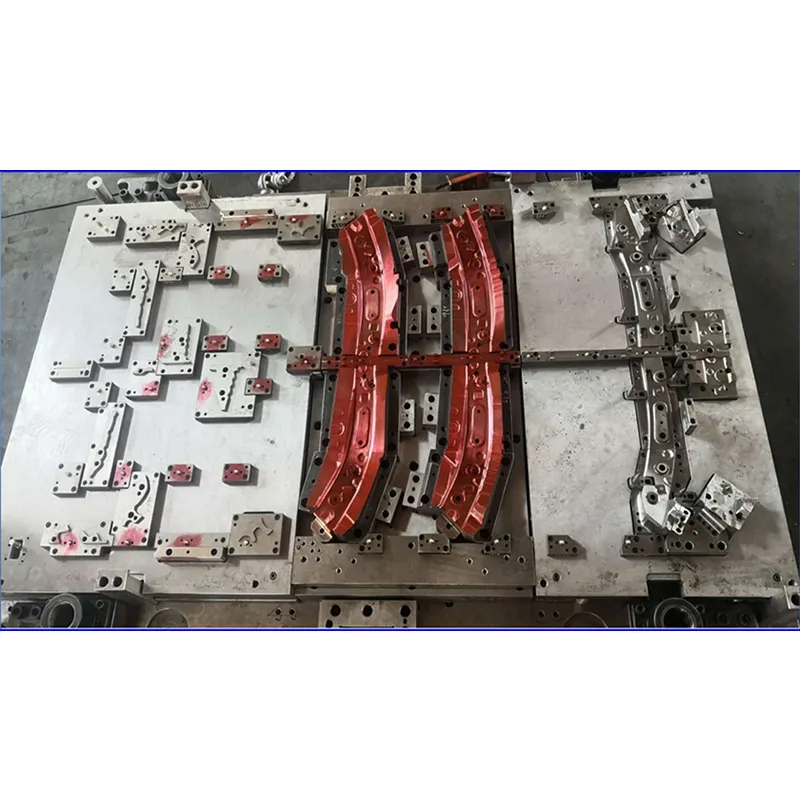
Штампованные детали автомобильных бамперов
-

Предварительная сборка автоматической автомойки
-
Штампованные детали из листового металла
-

Автомобильные структурные детали




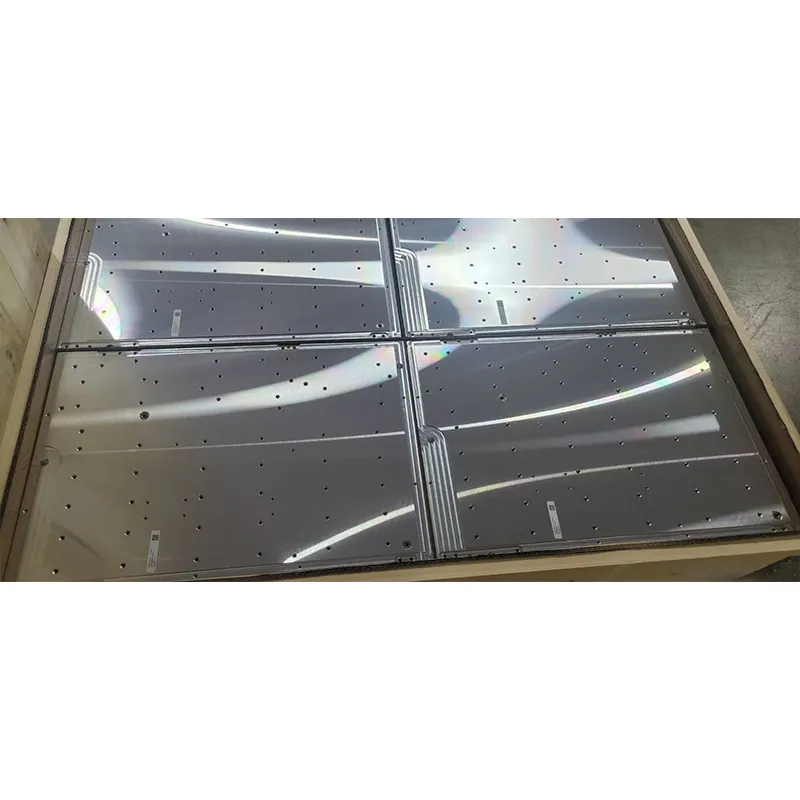
Предварительная сборка корпуса CT-сканера
Собственное производство штамповой оснастки, деталей, листового металла и выполнение таких процессов, как поверхностная обработка. Производство и сборка строго соответствуют требованиям заказчика.
Описание
маркер
Собственное производство штамповой оснастки, деталей, листового металла и выполнение таких процессов, как поверхностная обработка. Производство и сборка строго соответствуют требованиям заказчика.
Штамповка
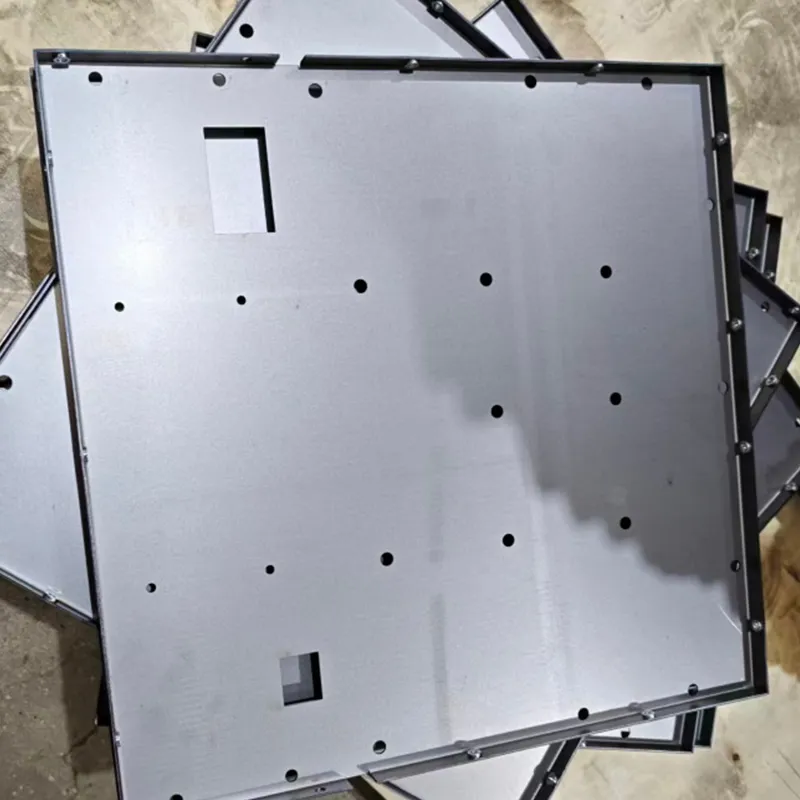
Точное формообразование для создания прочной структурной основы. Процесс штамповки деталей осуществляется на крупногабаритном числовом программном оборудовании с использованием холодной штамповки стали посредством применения пресс-форм. Конструкция пресс-форм полностью индивидуализирована на основе трехмерной модели корпуса CT-сканера и охватывает такие компоненты, как основной каркас корпуса, боковые панели, верхняя панель, нижняя панель и другие. Для сложных криволинейных поверхностей или нестандартных конструкций, таких как вентиляционные решетки корпуса, выемки для кабельных разъемов и т.д., применяется многопозиционная последовательная штамповка, обеспечивающая точность формы и размеров компонентов за счет поэтапного формообразования. После завершения штамповки каждый компонент проходит контроль с помощью трехмерного сканирования, что гарантирует полное соответствие всех штампованных деталей проектным требованиям.
Окраска
Сочетание защиты и эстетики для достижения внешнего вида медицинского уровня. Этап окраски является важной технологической операцией при предварительной сборке корпуса CT-сканера. Он не только повышает коррозионную стойкость корпуса, но и продлевает срок службы оборудования.
Сборка корпуса
Точное сопряжение для создания целостной защитной системы.
Модульная сборка и соединение. Сборка корпуса CT-сканера осуществляется по модульному принципу. Сначала такие компоненты, как боковые панели, верхняя и нижняя панели, собираются в основной каркас, после чего последовательно устанавливаются вспомогательные элементы, такие как передняя и задняя панели, вентиляционные решетки и др. Способ соединения между компонентами выбирается в зависимости от требуемой структурной прочности и необходимости демонтажа. Основной каркас обычно соединяется сваркой или болтами для обеспечения устойчивости конструкции, в то время как компоненты, требующие последующего обслуживания, такие как передняя и задняя панели, соединяются разъемными болтовыми соединениями, что облегчает ремонт и модернизацию оборудования. В процессе сборки, после установки каждого компонента, болты затягиваются динамометрическим ключом с заданным крутящим моментом для обеспечения одинаковой прочности соединения и предотвращения деформации корпуса или возникновения посторонних шумов из-за ослабления креплений.


связаться с нами
Сопутствующие популярные продукты
Штампованные детали из листового металла
Листовая штамповка — это технологический процесс изготовления деталей (штампованных изделий), при котором с помощью штампа на прессе оказывается давление на металлический лист, вызывая его пластическую деформацию или разделение для получения деталей заданной формы, размеров и свойств.
Предварительная сборка беспилотного логистического автомобиля
Собственное производство штамповой оснастки, деталей и выполнение поверхностной обработки. Производство и сборка строго соответствуют требованиям заказчика.
Алюминиевые промышленные профили
Алюминиевые промышленные профили представляют собой металлические изделия с определенной формой поперечного сечения, изготавливаемые на основе алюминия с добавлением легирующих элементов, таких как медь, магний, цинк, кремний, с применением таких технологических процессов, как плавка и литье, экструзия, поверхностная обработка.

Штампованные корпусные детали из листового металла
Штампованные корпусные детали из листового металла — это изделия в виде корпусов, кожухов или оболочек, обладающие заданной геометрической формой, размерами и функциями.
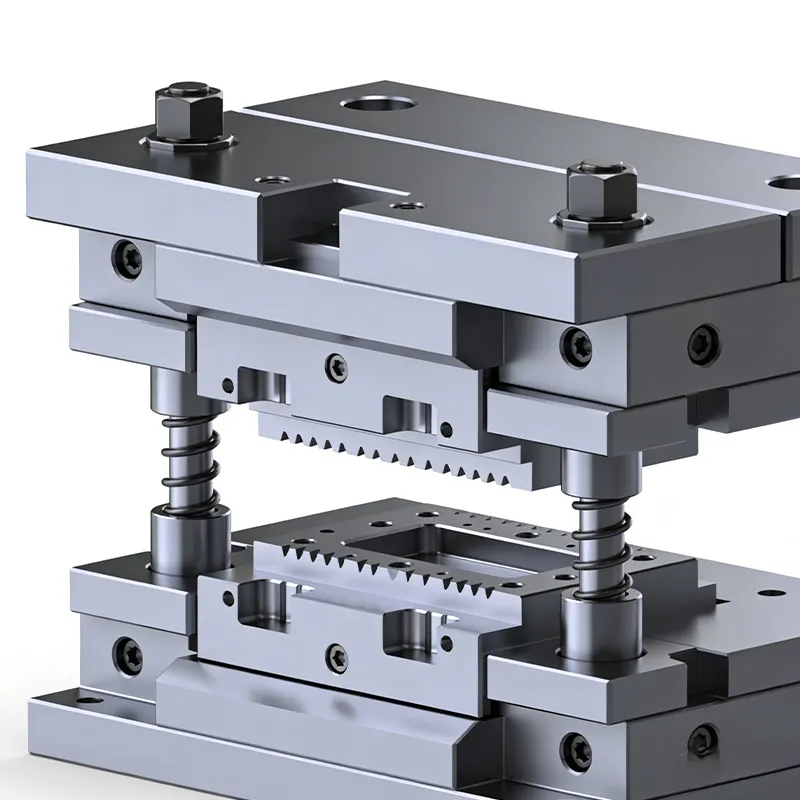
Штамповочная пресс-форма для производства клемм и разъемов
Штамповочные пресс-формы для производства клемм и разъемов специально разработаны для различных типов токопроводящих клемм и соединительных элементов, где особое значение придается высокой скорости, точности и стабильности процесса.

Точно обработанные детали из алюминиевых сплавов
Прецизионные механически обработанные детали представляют собой компоненты, изготавливаемые в строго контролируемых условиях с использованием высокоточных металлорежущих станков и передовых технологических методов, обеспечивающих точность обработки на микронном уровне.
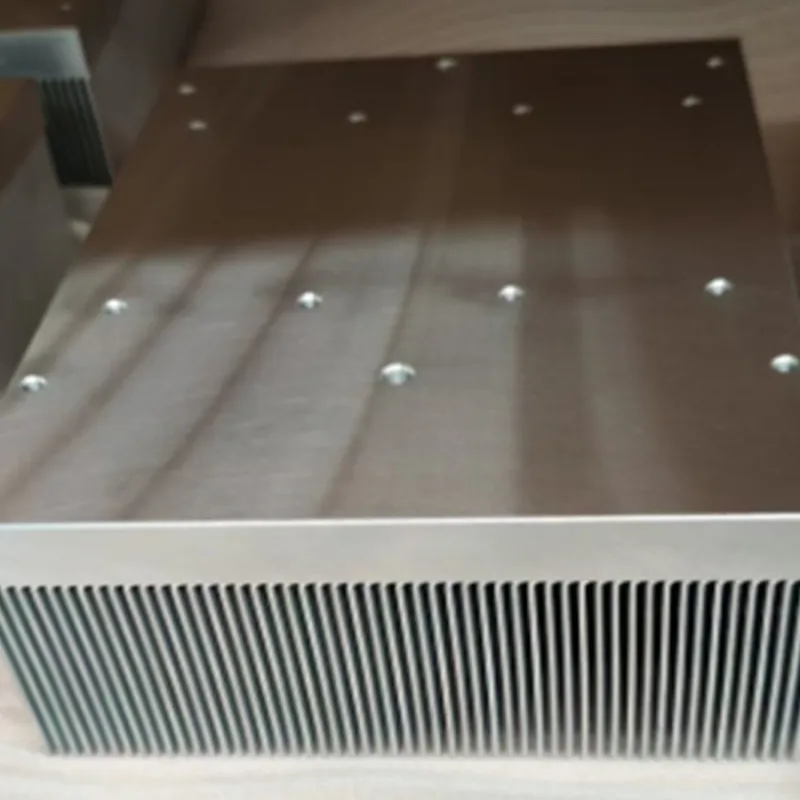
Радиаторы, изготовленные методом реброфрезерования
Радиаторы, изготовленные методом реброфрезерования (Skiving Fin), представляют собой высокоэффективные металлические теплоотводы, производимые по технологии прецизионного фрезерования (скрайбирования).

Штампованные детали для серверов
Штампованные детали для серверов — это структурные компоненты серверов, изготавливаемые методом листовой штамповки с использованием крупногабаритного прессового оборудования и штамповой оснастки, которая оказывает давление на металлический лист (например, оцинкованную сталь, алюминий, нержавеющую сталь), вызывая его пластическую деформацию или разделение в полости штампа.
Штамповочная пресс-форма для производства автомобильных компонентов
Специализированные штамповочные пресс-формы для автомобильных компонентов изготавливаются из высокопрочных и вязких инструментальных сталей.
Штампованные конструкционные детали
Штампованные конструкционные детали представляют собой металлические компоненты, изготавливаемые методом штамповки (с использованием прессов и штамповой оснастки для приложения давления на металлический лист с целью его разделения или пластической деформации).
Штамповочная пресс-форма для производства корпусных деталей бытовой техники
Штамповочные пресс-формы для производства корпусов бытовой техники специализируются на формовке наружных панелей и структурных компонентов для таких изделий, как кондиционеры, стиральные машины, холодильники и др.
Штампованные детали автомобильных бамперов
Высокая эффективность, хороший коэффициент использования материала, высокая стабильность размеров — идеально подходит для многомиллионных тиражей в автомобильной промышленности.
Предварительная сборка автоматической автомойки
Учитываются сфера применения, функциональная комплектация, внешний вид и бюджет.Для бизнес-парков приоритетны: эффективная мойка и сушка, интеллектуальная оплата.Для жилых районов важны: экономия воды, низкий уровень шума и эстетичный внешний вид.
Высокоточные обработанные детали
Прецизионные механически обработанные детали представляют собой компоненты, изготавливаемые в строго контролируемых условиях с использованием высокоточных металлорежущих станков и передовых технологических методов, обеспечивающих точность обработки на микронном уровне.

Предварительная сборка частотного преобразователя
Мы производим штамповочные пресс-формы, детали, листовой металл, радиаторы и другую продукцию собственного изготовления, производство и сборка осуществляются строго в соответствии с требованиями заказчика
Штамповочная пресс-форма
Прецизионные штамповочные пресс-формы изготавливаются из высококачественной легированной инструментальной стали и проходят точную термическую обработку и упрочнение поверхности, что обеспечивает высокую твердость, износостойкость и превосходную усталостную прочность.






